Impression 3D : Les 10 Erreurs de Débutant (et Leurs Solutions Simples)
Vous venez de déballer votre nouvelle imprimante 3D, le regard plein d’étoiles. Vous lancez votre première impression… et le résultat ressemble plus à un plat de spaghettis qu’à l’objet de vos rêves.
Bienvenue dans le club ! L’erreur fait partie intégrante de l’apprentissage en impression 3D, et même les experts rencontrent des échecs. La différence ? Ils ont appris à les reconnaître et à les corriger rapidement.
Ce guide est votre trousse de premiers secours. Nous allons décortiquer les 10 problèmes les plus fréquents pour que vous puissiez non seulement les résoudre, mais aussi les anticiper. Prêt à transformer vos frustrations en réussites ? C'est parti !
Le Top 10 des Erreurs et Comment les Corriger
Erreur n°1 : L’impression n’adhère pas au plateau
Le problème : Au lieu de former une première couche nette, le filament ne colle pas, glisse sur le plateau ou forme une boule informe autour de la buse. C'est l'échec le plus courant et le plus frustrant.
- Nettoyez le plateau : Utilisez de Acheter cet alcool isopropylique sur Amazon ">l’alcool isopropylique (IPA).
- Nivelez le plateau : Utilisez une feuille de papier comme jauge.
- Ajoutez un brim : dans Cura ou PrusaSlicer, activez un brim de 5 à 10 lignes.
À Savoir : La première couche est la fondation de votre impression. 90 % des échecs y sont liés.
Erreur n°2 : Le décollement des coins (Warping)
Le problème : Les coins ou bords de votre objet se soulèvent et se recourbent.

- Plateau chauffant à 60 °C pour le PLA.
- Ajoutez brim ou raft.
- Évitez les courants d'air.
À Savoir : Le plastique se contracte en refroidissant.
Erreur n°3 : La buse est bouchée (Clogged Nozzle)
Le problème : Plus de filament ne sort, ou seulement de fines toiles d'araignée.
- Nettoyage à 220 °C, poussez du filament manuellement.
- Faites un « Cold Pull » avec du Nylon.
- Utilisez l’aiguille de nettoyage fournie.
À Savoir : La poussière et les résidus carbonisés bouchent la buse.
Erreur n°4 : Les couches sont décalées (Layer Shifting)
Le problème : L’impression présente un aspect d’escalier.
- Vérifiez la tension des courroies.
- Lubrifiez les axes.
- Réduisez la vitesse d’impression.
À Savoir : C’est presque toujours un problème mécanique.
Erreur n°5 : Le filament n’est pas extrudé
Le problème : Le moteur tourne mais rien ne sort.
- Débrouillez la bobine.
- Ajustez la tension de l’extrudeur.
- Augmentez la température de 5 °C.
À Savoir : L’extrudeur doit fournir assez de force.
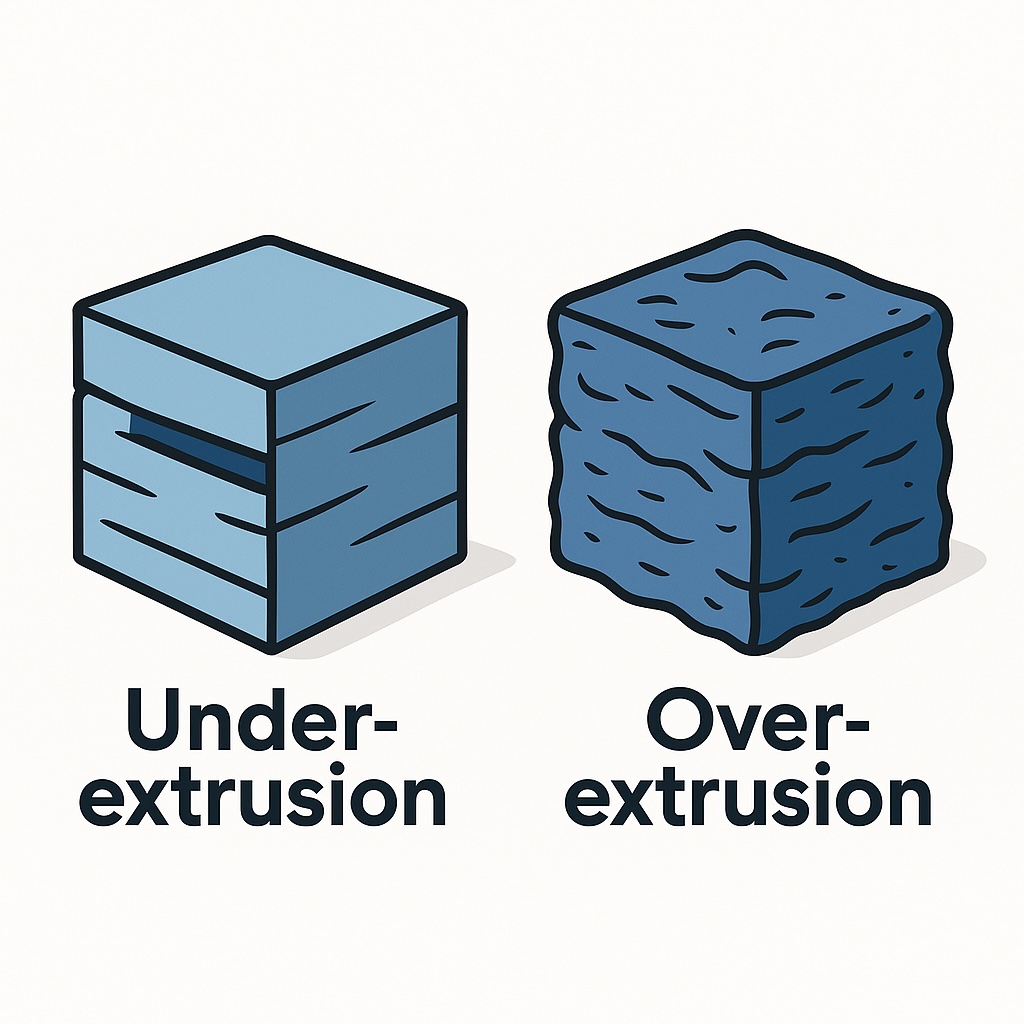
Erreur n°6 : Over/Under-extrusion
Le problème : Sous-extrusion ou sur-extrusion.
- Vérifiez le diamètre du filament (1,75 mm).
- Calibrez l’extrudeur.
- Ajustez le paramètre « Flow ».
À Savoir : Chaque bobine peut varier.
Erreur n°7 : Détails insuffisants
Le problème : Les courbes sont pixelisées.
- Hauteur de couche 0,12 mm.
- Baissez la vitesse.
- Buse 0,25 mm pour l’extrême.
À Savoir : Détail ⇄ temps d’impression.
Erreur n°8 : Supports impossibles à retirer
Le problème : Les supports adhèrent trop.
- Réglez la « Distance Z » support-pièce.
- Positionnez la pièce pour réduire les besoins.
- Utilisez les « Tree Supports ».
À Savoir : Un bon équilibre distance/densité est crucial.
Erreur n°9 : Pièces cassantes
Le problème : La pièce se brise facilement.
- 3–4 murs.
- 20–25 % de remplissage.
- Passez à PETG ou ABS.
À Savoir : L’orientation des couches impacte la résistance.
Erreur n°10 : Aucun G-code
Le problème : Rien ne s’affiche ou ne démarre.
- Exportez bien un G-code.
- Vérifiez le tranchage en aperçu.
- Réparez le STL avec 3D Builder ou Meshmixer.
À Savoir : Un STL non-manifold bloque le slicer.
Au-delà des Corrections : La Prévention est la Clé
- Maintenance : nettoyez, dépoussiérez, vérifiez les courroies.
- Apprenez le vocabulaire : gardez le Lexique Essentiel.
- Soyez curieux : explorez forums et tutoriels.
Conclusion : Ne Baissez Pas les Bras !
L’impression 3D est un voyage, pas une destination. Chaque échec est une leçon. Partagez vos astuces en commentaire !